

Why you need our services, you know you're getting highly qualified professionals who have the expertise and experience to make sure your project is done properly and functions.
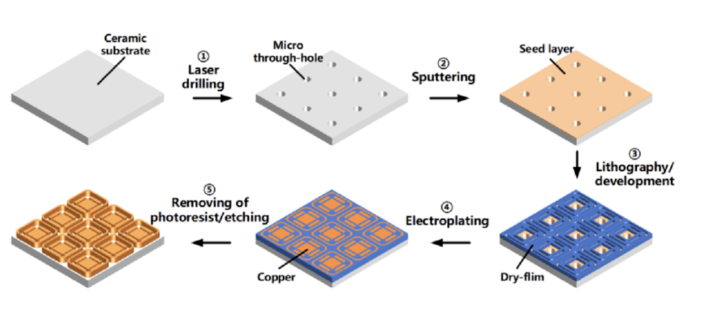
With the development of material technology, advanced ceramics has been widely used in aerospace, semiconductor and other fields with good performance. But many ceramic products in applications tend to be related microporous processing, such as in the field of electronic packaging, need to have microporous to meet the chip conduction and pin fixed packaging requirements, and to realize the elements highly integrated and cooling function requirements, ceramic substrate surface microporous and cluster array hole punching quality is crucial.

Drilling ceramic
However, the precision processing of advanced ceramics such as advanced ceramics has always been difficult. If the traditional processing method is adopted, it is easy to produce processing defects such as cracks and recasting layer, and even cause cracking, and high waste rate of processing. At present, "laser processing", as a new type of contact-free processing technology, instead of the traditional mechanical processing for the microporous processing of hard and brittle ceramic materials, has become a research hotspot in the processing and manufacturing industry in recent years.
| Other common processing methods for ceramic materials | ||
| Processing method | Proceessing principle | Disadvantage |
| Mechanical Processing | Material brittle fracture | Fragile and low machining precision |
| Electrical Discharge Machining | EDM | Ceramic materials have high resistivity and high melting point, which makes EDM processing difficult, low processing efficiency and environmental pollution. |
| Ultrasonic Machining | Vibration, abrasive pairs repeatedly impact the surface of the material, which in turn breaks up and breaks away from the material matrix, realizing the removal | Slower machining speeds and more severe tool wear |
Ceramic Substrate Processing with Laser Drilling
1. The advantages of laser drilling
Laser processing, as a new type of precision processing method, with its high efficiency, high precision and non-contact type (that is, no tool wear) processing characteristics, in the ceramic materials as the representative of high hardness, high brittle, high melting point material drilling, cutting, welding and other processing technology field has significant advantages. Mainly as follows:
(1) High processing efficiency and precision, with the realistic possibility of large-scale production and application.
(2) The high-energy laser beam has short pulse time, extremely high instantaneous peak power, relatively short action time, and a wide range of processing objects.
(3) Laser machining does not need the tool direct contact with the material, no surface stress, machining area defects are less, can carry out small size, more difficult precision machining.
(4) Laser processing system is easy to integrate with information digital technology to realize the intelligent integration of light, electricity and computer, and the industrialization prospect is good.
(5)High material utilization rate, reduce the processing cost
2.The principle of laser drilling
The process of laser processing ceramic micropores and removing the materials in the pores is a complex process, which includes the coupling of multiple physical fields and the simultaneous operation of multiple chemical reactions. Specifically, the removal mechanism of materials in laser processing can be divided into the following aspects.
01 heating effect
The laser removal processing of the material is mainly achieved through the thermal effect, which through the input of heat, the material presents a variety of different physical states.
The laser material removal process is divided into three stages. First, laser energy radiation on the material warms the material to the melting point, forming a melting pool. Therefore, the material in the molten state has a higher absorption rate, so the molten pool will further deepen, and the gasification proportion of the material will increase, forming a strong thermal stress field. Under the action of the thermal stress field, the material in the molten tank flies out in the form of gas or splashes in the form of liquid. Then enter the second stage, under the continuous action of the laser, the material in the microhole is constantly removed, which is the stable forming stage. Finally, in the third stage, the continuous laser energy in the microhole and the microhole mouth to induce a large number of plasma, these plasmas produce a strong shielding effect on the laser, on the one hand, prevent the laser radiation into the hole, on the other hand, prevent the discharge of gas and liquid material in the hole.
02 Force effect
Laser removal material process, the temperature field by the material temperature change, and produce more intense thermal stress field, the removal of the material played a crucial role in the laser material, material heated gasification on the surface will form a high temperature and high pressure steam group, and the molten material in the molten pool produce a recoil pressure, prompting the material in the molten pool along the edge of the pores.
03 keyhole effect
The laser acts on the material, the material takes phase change and vaporizes inside the hole. The recoil pressure ejected the melted material, creating small holes. Through the analysis of the force inside the hole, the prerequisite for the formation of the hole is that the pressure generated by the gasification material at the bottom of the hole should be equal to the resultant force of the surface tension, hydrostatic pressure and flow resistance.
3. Laser four punching methods
In ways commonly used in laser drilling according to the laser trajectory scanning mode is divided into two kinds, one is punch boring, namely the workpiece in the process of punching and the laser head movement, find laser focus after the processed material surface, through constantly pulse energy of microporous punch material removal, mainly single pulse punching and multiple pulse punching two categories.
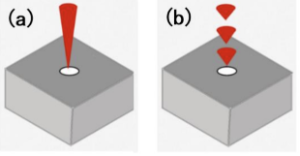
Single pulse punching means that each microhole is processed by a single pulse, multi-pulse punching is also known as percussion punching, which means that each microhole is made of multiple pulses overlapping processing, each pulse will remove part of the material on the processed surface, so that the hole gradually deepens until the microhole is fully transparent.
punch boring
The other is the rotary cutting method of punching, that is, the same workpiece is fixed, the path into the CAD software, so that the laser in accordance with a certain path scanning for material removal, commonly used including ring scanning punching and spiral scanning punching.
Circular scanning punching refers to multiple concentric scanning punching, and spiral scanning punching refers to the laser scanning path is the shape of the spiral line. The specific processing process is to add the feed movement of the radius direction on the basis of the circular scanning path, as shown in the figure below.

spiral scanning punching
Compare:
(1) Impact punching has less processing time than rotary punching, so it has higher efficiency. The smaller processing time represents a smaller heat input and therefore a poor micropore quality. Relatively speaking, the rotation method uses CAD software to plan the scanning path has higher flexibility. At the same time, the minimum spot gives full play to the efficiency of the laser, and not only the rounding of the microhole is greatly improved, but also can realize the processing of square, triangle, polygon and other special-shaped holes.
(2) In the rotary cutting method, the laser used for annular rotary scanning and punching is usually a nanosecond or millisecond laser, in which the beam is scanned through the rotation of a certain trajectory of the optical prism. It can be seen from the experiment that compared with the impact method, the hole wall and the orifice rounding are significantly improved. The rotary cutting processing has a better opportunity to discharge the molten material inside the hole, so the taper is also greatly improved. The hole quality is high and the efficiency is slightly reduced but still meet the needs of rapid mass production. Therefore, ring scanning punching is suitable for industrial production, mass production of high quality requirements of micropores.
(3) The spiral scanning processing is based on the rotation of the cutting processing, adding the light spot gradually moving to the annular center, so as to realize the scanning processing of the spiral trajectory. According to the experimental results, it is found that the accuracy, cylinder degree, taper and other micropore quality have not been significantly improved. At the same time, due to the gradual addition of the spot movement, the process becomes more complex, and the efficiency is reduced. Therefore, spiral scanning drilling is not suitable for mass production in industry.
4. Key indicators of punching technology
After laser drilling, the processing quality of small holes needs to be evaluated using various quantitative indicators. Common indicators include the size and morphology of the holes. In terms of hole size, there are two main aspects to consider: the aperture size and true roundness that can be measured directly, and the hole taper that can be measured indirectly. In terms of hole morphology, the surface morphology and the side wall are mainly considered.
01 hole size
(1) The hole diameter size
The pore size of a small hole is one of the most basic parameters to characterize its processing capability and precision. Since the shape of small holes in actual processing is mostly ellipse rather than perfect circle, the average of the largest and smallest diameter of ellipse is generally used to represent the diameter of small holes. The measurement method is shown in the figure. When measuring the inlet and outlet diameters, the diameters d 1 to d 4 in the four directions are taken, and the angle of the two adjacent diameters is 45, and then the average value is calculated.

Hole size measurement
(2) roundness
Roundness is characterized by the radial offset of its actual profile relative to the ideal circle. That is, it represents the difference between the maximum and minimum radius between the actual contour and the theoretical perfect circle under the same center. This difference is often referred to as "eccentricity," the distance between the long axis and the short axis divided by the proportion of the average of the two.
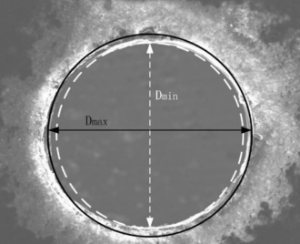
Maximum and minimum radius
(3) taper
The consistency of the inlet and outlet aperture of the through hole can be reflected by the taper size. When calculating the taper, we need to use the formula below, where D1 indicates the inlet diameter, D2 indicates the outlet diameter, and h is the hole depth, which is the material thickness.

02 The shape of the hole
When evaluating the processing quality, it is necessary to focus on the morphology of the hole, which includes the surface morphology and side wall morphology of the hole. Use digital microscope system and scanning electron microscope (SEM) and other equipment.
(1) Surface morphology
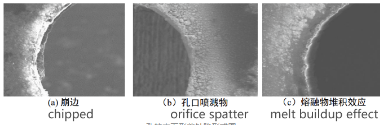
The observation of the sample morphology is to mainly study whether there are obvious defects in the orifice, such as collapse edge, orifice splash and accumulation of molten material. To investigate the presence of these defects and the severity of the defects under different processing parameters is an important step in optimizing the processing parameters.
Form diagram of the surface morphology of the hole
(2) Side wall morphology
The observation of the hole side wall morphology is very important to assess the quality of laser processing. It usually involves the use of a cutting machine or other device to split the workpiece along the aperture to ensure clear visual observation, focusing on the presence of cracks, peeling, and remelting. The presence of these defects can affect the performance and reliability of the artifacts. By observing and identifying these defects, it can help the processor to improve the laser processing parameters, optimize the processing quality, and improve the reliability and life of the artifacts.

Sidewall morphology of the hole defect form diagram
This article is reprinted from https://www.360powder.com/info_details/index/11161.html
Why you need our services, you know you're getting highly qualified professionals who have the expertise and experience to make sure your project is done properly and functions.
if you would like a free consultation, please start bg completing the form: